|
 |
Löten |
 |
|
Sowohl in der Industrie als auch im Amateurbereich ist Löten nach wie vor die
gängigste Methode, Bauteile und Platine(n) zu einer funktionierenden Schaltung zu vereinen.
Dieser Beitrag, der sich vor allem auf den Aufbau elektronischer Schaltungen bezieht, soll hauptsächlich
Anfängern einen praktischen Einstieg vermitteln. Ich werde deshalb auf Fachbegriffe und komplizierte
Erläuterungen weitgehend verzichten.
Löten ist durchaus keine Wissenschaft - auch wenn das immer wieder von so manchen Spezialisten
behauptet wird. Mit etwas Übung, Sorgfalt und vor allem Geduld stellt sich der Erfolg rasch ein, und das
Ergebnis ist für den irdischen Gebrauch mehr als ausreichend.
Lötstation oder Lötkolben?

Diese Frage stellte sich mir vor über 40 Jahren nicht, denn in jener Zeit regierte noch der
einfache Lötkolben und Lötstationen waren unbekannt.
Mit dem Aufkommen der Halbleitertechnik wurden die Bauteile allerdings immer kleiner und die Lötgeräte
mussten zwangsläufig mit dieser Entwicklung Schritt halten.
Vor allem die Temperaturempfindlichkeit der anfangs noch fast ausschließlich germaniumbasierten Teile
war eine Hürde die es zu meistern galt. Ältere Semester werden sich eventuell noch daran erinnern mit
welchen Tricks damals die kostbaren Winzlinge verarbeitet wurden. So manches teure Stück starb den
Hitzetod noch bevor die Schaltung in Betrieb gegangen war.
Mit dem Aufkommen der Siliziumtechnlogie und neuen Fertigungsmethoden wurde diese Problematik
zwar zusehends entschärft, aber dennoch ist bei der Verarbeitung von Halbleitern nach wie vor Umsicht geboten.
Doch zurück zum Lötkolben: Die Auswahl erstreckt sich inzwischen von der Standardvariante
über temperaturgeregelte Geräte bis hin zur exklusiven High-End Lötstation mit Heißluft- und Entlötfunktion.
Normalerweise genügt für den "Hausgebrauch" ein einfacher temperaturgeregelter Lötkolben, für gewöhnlich
gern als Lötstation bezeichnet.
Natürlich muss man sich damit abfinden dass die digitale Temperaturanzeige bei solchen Geräten Werte
vorgaukelt, die nicht immer an der Lötkolbenspitze anzutreffen sind. Doch das ist eher nebensächlich,
denn letztendlich entscheidet in den meisten Fällen die eigene Erfahrung.
Achten Sie beim Kauf auf jeden Fall auf den Preis der (hoffentlich auswechselbaren) Lötspitze(n) ! Eine solche
Spitze ist nämlich schneller verschlissen, als man denkt.
Der Lötkolben sollte außerdem leicht in der Hand liegen und muß unbedingt eine sichere und
feuerfeste Ablage besitzen!
Lötgeräte im eingeschalteten Zustand nie unbeaufsichtigt lassen!
Nun mag man nicht denken, daß im Zeitalter moderner Lötstationen der gewöhnliche
Lötkolben vom
Aussterben betroffen ist.  Für viele Arbeiten besitzt er nach wie vor seine Berechtigung. Vor allem die Wärmekapazität
einer gut dimensionierten Kupferspitze ist nahezu unerreicht.
Für viele Arbeiten besitzt er nach wie vor seine Berechtigung. Vor allem die Wärmekapazität
einer gut dimensionierten Kupferspitze ist nahezu unerreicht.
Ein weiterer Vorteil besteht darin, dass sich eine solche Spitze, sofern man einfaches Kupfer verwendet,
mit wenigen Handgriffen an gegebene "Spezialaufgaben" anpassen läßt. Die hier gezeigte abgewinkelte
Form ist besonders an schwer zugänglichen Stellen (etwa bei Gerätereparaturen)
sehr praktisch. Für solche (Zweit)Lötkolben ist eine Leistung von 40 bis 60 W empfehlenswert.
Das richtige Zubehör für den Einstieg
Bevor es losgeht, sind noch ein paar Überlegungen zum Arbeitsplatz zu
treffen. Der gute Wohnzimmertisch ist mit Sicherheit nicht geeignet, denn Lötzinn ist im geschmolzenem
Zustand unberechenbar und vor allem eine ziemlich heiße Angelegenheit.
Des weiteren möchte ich noch auf eine wichtige Sache hinweisen die manchmal leider zu wenig
Beachtung findet: Gutes Licht und gute Sicht sind essentielle Voraussetzungen um vernünftige
Ergebnisse zu erzielen.
Als Grundausstattung empfehle ich folgendes:
- Lötzinn 1mm, Spule mit 100 oder 250 gramm
- Kolophonium, Dose mit mindestens 20 Gramm bzw. Stücke
- Reinigungsmittel für die Lötspitze
- Vorrichtung zum Befestigen der Platinen
- Biegelehre für Bauteile
- je eine kräftige und feine Pinzette
- eine kleine Rolle Entlötlitze, mittelfein
- ein guter Seitenschneider - kleine oder mittlere Ausführung
- Ersatzlötspitzen und Sicherungen für die Lötstation
- eine antistatische Unterlage, mindestens im Format A3
- Hand- oder Tischlupe zur Kontrolle der geleisteten Arbeit

Ob mit oder ohne Blei gelötet wird, mag jeder selbst entscheiden. Im
Amateurbereich ist bleihaltiges Lötzinn, wie ich finde, immer noch die bessere Alternative. Auch
bleifreies Lötzinn ist übrigens keineswegs ungiftig!
Dagegen wird Lötpaste eher selten benötigt - etwa für flächige Verbindungen im
HF-Bereich oder beim Löten von SMD mit Schablone.
Beim Löten entstehen natürlich auch Dämpfe, und es ist deshalb während der Arbeit für
eine ausreichende Belüftung zu sorgen. Lötdampfabsorber sind, zumindest wenn sehr viel gelötet
wird, eine sinnvolle Sache.
Es gibt sie in allen möglichen Varianten. Für den gelegentlichen Gebrauch in geschlossenen Räumen
werden Tischabsorber ausreichen.
Die beste Lösung ist natürlich die Luftaustauschvariante, wobei es in den allermeisten Fällen genügen dürfte,
ab und an mal das Fenster zu öffen.

Kolophonium ist das
gängigste Flussmittel, wenn es um den Aufbau elektronischer Schaltungen geht. Lötfett, Lötwasser oder ähnliche
Geheimrezepturen bleiben besser anderen Anwendungen vorbehalten!
Kolophonium ist in Form von Stücken, als Pulver oder in kleinen Schachteln bzw. Dosen erhältlich. Es ist
ungiftig, besitzt jedoch die Eigenschaft im trockenen Zustand leicht zu zerbröseln.
Natürlich sind im Handel auch jede Menge andere Flussmittelsorten zum Löten für Elektronische Bauteile zu finden. Meist
werden diese fertig konfektioniert in Form von Spritzen oder Sticks angeboten. Diese speziellen Flussmittel sind
sehr "griffig", sollten aber wirklich nur dort angewendet werden wo es unbedingt notwendig ist.
Nicht nur wegen ihres exorbitant hohen Preises, sondern vor allem der eigenen Gesundheit zuliebe. Das Problem sind nämlich die bei
solchen Flussmitteln entstehenden Dämpfe. Die Hersteller weisen nicht umsonst auf den Verpackungen darauf hin.
 Eine wichtige Sache beim Aufbau elektronischer Schaltungen ist die sichere Befestigung des Projektes. In den
meisten Fällen wird es wohl eine Platine sein.
Eine wichtige Sache beim Aufbau elektronischer Schaltungen ist die sichere Befestigung des Projektes. In den
meisten Fällen wird es wohl eine Platine sein.
Geeignete Vorrichtungen, unter dem Namen "Helping Hand" bekannt, gibt es viele. Ein kleiner Schraubstock,
eventuell dreh- und schwenkbar tut es unter Umständen auch.
 Die Biegelehre ist bei der Vorbereitung von Bauteilen ein unbedingtes Muss! Eine standardisierte
Rasterung erlaubt es z.B. Widerstände, Dioden, Spulen, Drahtbrücken etc. schnell und
passgenau abzuwinkeln.
Die Biegelehre ist bei der Vorbereitung von Bauteilen ein unbedingtes Muss! Eine standardisierte
Rasterung erlaubt es z.B. Widerstände, Dioden, Spulen, Drahtbrücken etc. schnell und
passgenau abzuwinkeln.
Die Handhabung ist sehr einfach, und das Ergebnis genügt auch kritschen Blicken. Eine
bewährte Form ist auch im Onlineshop
unter der Rubrik "Zubehör"zu finden.
Der Anfang
...ist für all diejenigen die noch nie praktisch mit einem Lötkölben gearbeitet haben, sicher nicht ganz einfach.
Damit die erste Bekanntschaft mit dieser Fertigungsmethode nicht gleich zum Desaster wird, ist es sinnvoll
jemanden zu Rate zu ziehen der sich damit auskennt.
Es ist äußerst wichtig diese ersten Handgriffe so lange durchzuführen bis man sie sicher beherrscht!
Erst wenn Vorgehensweise und Reihenfolge richtig "sitzen" kann es endgültig losgehen.
Durchaus hilfreich sind im Netz verfügbare Videos zum Thema. Trotzdem können diese in keinem Fall
eine fachgerechte praktische Beratung ersetzen!
Verzinnen von Litzenenden
Als erste Übung bietet sich beispielsweise das Verzinnen von
Kupferlitze an. Die Litze wird etwa zentimeterweise abisoliert, wobei eine Abisolierzange sehr hilfreich ist.
Dann erfolgt das sorgfältige Verdrillen der losen Drähte per Hand und schließlich das Verzinnen.
 Dazu taucht man das Litzenende zusammen mit dem Lötkolben ganz kurz (!) ins Kolophonium.
Anschließend wird der Vorgang unter Zugabe von etwas Zinn abgeschlossen. Sie finden es vielleicht
verwunderlich, daß ich diese scheinbar einfache Sache so ausführlich
beschreibe, dazu aber mehr im Abschnitt Lötfehler.
Dazu taucht man das Litzenende zusammen mit dem Lötkolben ganz kurz (!) ins Kolophonium.
Anschließend wird der Vorgang unter Zugabe von etwas Zinn abgeschlossen. Sie finden es vielleicht
verwunderlich, daß ich diese scheinbar einfache Sache so ausführlich
beschreibe, dazu aber mehr im Abschnitt Lötfehler.
Es ist wichtig, sich den Umgang mit Flussmittel beim Löten gleich anzugewöhnen. Sie werden feststellen, daß
die Arbeit auf diese Weise viel leichter geht und
die Verbindungen nicht nur gut aussehen, sondern auch hervorragend halten.
Ihre Projekte werden es Ihnen später danken! Klappt das Verzinnen? Gut, dann kann das erste Projekt in
Angriff genommen werden, eine Versuchsschaltung, ein Bausatz oder - erst mal das Auslöten üben?
Teilerecycling - die schier unerschöpfliche Quelle
Eine alte Platine enthält noch viele interessante und verwendbare Bauteile, kostet fast nichts
und man kann daran sehr gut den Umgang mit dem Lötkolben üben.
 Versuchen Sie zuerst die einfachen "zweibeinigen" Teile, also z.B: Widerstände, Kondensatoren und Dioden
möglichst zerstörungsfrei zu entfernen. So vertiefen Sie Ihre Fertigkeiten im Umgang mit dem
Lötgerät und wissen spätestens jetzt, wozu die Pinzetten da sind.
Versuchen Sie zuerst die einfachen "zweibeinigen" Teile, also z.B: Widerstände, Kondensatoren und Dioden
möglichst zerstörungsfrei zu entfernen. So vertiefen Sie Ihre Fertigkeiten im Umgang mit dem
Lötgerät und wissen spätestens jetzt, wozu die Pinzetten da sind.
 Vor allem IC´s sind mitunter schwierig auszulöten, da hilft nur Geduld und ein wenig probieren. Mit
Entlötlitze sollte das nach etwas Übung aber kein Problem sein.
Vor allem IC´s sind mitunter schwierig auszulöten, da hilft nur Geduld und ein wenig probieren. Mit
Entlötlitze sollte das nach etwas Übung aber kein Problem sein.
Eventuell werden Sie nun eine Sache bemerken, die vor allem bei älteren Platinen gang und gäbe war.
Die Bauteilanschlüsse sind auf der Lötseite ganz oder teilweise umgebogen. Das erschwert das
Auslöten natürlich ganz erheblich, deshalb mein Tipp für die Zukunft: Wenn Sie selbst
irgendwann Platinen bestücken, biegen Sie die Bauteilanschlüsse auf der Lötseite
nicht um! Sie ersparen sich und eventuell auch anderen damit eine Menge Zusatzarbeit.
Einlöten von Standardbauteilen
Diese Teile sind mit Anschlußdrähten versehen, und werden deshalb auch als "bedrahtet"
bezeichnet. Der Vorteil: Infolge der Drähte hat man beim Einbau einen gewissen Spielraum und vor
allem bei Versuchsschaltungen kann sich das recht positiv bemerkbar machen.
 Wie bereits erwähnt, ist es sinnvoll die Platine während des Bestückens zu fixieren. Bei
kleinen Arbeiten ist eine "Helping Hand" ausreichend. Knifflig wird es, wenn die Platine oft gedreht werden
muss. Dann ist ein Bestückungsrahmen die bessere Lösung. Solch einen Rahmen kann man
natürlich selber bauen, doch mittlerweile gibt es auch im Handel einige recht preiswerte Angebote.
Wie bereits erwähnt, ist es sinnvoll die Platine während des Bestückens zu fixieren. Bei
kleinen Arbeiten ist eine "Helping Hand" ausreichend. Knifflig wird es, wenn die Platine oft gedreht werden
muss. Dann ist ein Bestückungsrahmen die bessere Lösung. Solch einen Rahmen kann man
natürlich selber bauen, doch mittlerweile gibt es auch im Handel einige recht preiswerte Angebote.
Wichtig: Es sollte sich mindestens eine Eurokarte (100 x 160) bequem einspannen lassen und der Rahmen
unbedingt über genügend Standfestigkeit verfügen. Der auf dem
Foto gezeigte Rahmen entstammt einer Kleinserienfertigung und versieht seit über 30 Jahren seinen
Dienst.
Das Bestücken von Platinen mit Standardteilen ist im Grunde unkompliziert - wenn Teile und Platine
ordentlich vorbereitet sind. Mit der Biegelehre lassen sich die meisten Bauelemente schnell auf das richtige
Rastermaß bringen. Sauberes Bestücken braucht Zeit! Diese Investition zahlt sich aber spätestens bei
der Inbetriebnahme wieder aus.
Man sollte sich unbedingt angewöhnen beim Bestücken von Platinen folgende Reihenfolge einzuhalten:
- Bauteil ordentlich einpassen
- Anschlüsse auf der Lötseite NICHT umbiegen!
- Bei IC´s: Kontrolle ob auch wirklich alle (!) Bauteilanschlüse durchgesteckt sind
- Löten - und erst dann die Anschlüsse (bei Bedarf) kürzen
Diese Reihenfolge macht durchaus Sinn, vor allem was das Kürzen der Anschlüsse betrifft. Werden diese
nämlich vor dem Löten gekürzt, besteht unter Umständen das Risiko, eine sogenannte tote Lötstelle zu
produzieren. Die Lötstelle sieht dann zwar dem äußeren Anschein nach gut aus, aber die Verbindung zum
Bauteil ist entweder unsicher oder fehlt ganz. Vor allem bei mehrbeinigen Teilen wie IC´s oder Relais
kann das zu einer zeitraubenden Fehlersuche führen.
Bestücken von SMD
SMD - die Bezeichnung entstammt dem englischen und nennt sich "surface mounted device", zu gut deutsch
also in etwa: Auf eine Oberfläche montiertes Bauteil.
Mit SMD-Teilen bestückte Platinen sind mittlerweile in der kommerziellen Technik nahezu überall Standard. Selbstverständlich bleibt
der Amateurbereich davon nicht verschont, und es lohnt daher duchaus sich mit der SMD-Technik vertraut zu machen.



Bei der Handbestückung kann ich folgende Vorgehensweise empfehlen:
- Verzinnen eines Lötpads mit ganz wenig (!) Zinn
- Aufsetzen des Bauteils und anheften auf der verzinnten Seite
- Löten der anderen Seite
- kurzes Nachlöten der ersten Seite
Beim Bestücken von SMD-IC´s ist es wichtig, diese vor dem Anheften exakt auszurichten. Weil die
Lötpads recht klein sind, erübrigt sich entweder ein Verzinnen vor dem Anheften, oder man
saugt nach dem Verzinnen das überschüssige Zinn mit etwas Entlötlitze ab.
Das Anheften erfolgt bei SMD-IC´s stets diagonal. Außerdem muß nicht jeder einzelne Pin
gelötet werden, sondern man geht mit reichlich Zinn über die ganze Reihe hinweg.
Zum Schluss wird das überschüssige Zinn mit Entlötlitze einfach abgesaugt.
Natürlich haben SMD nicht nur Vorteile, aber darauf soll hier nicht weiter eingegangen
werden. Wichtig ist: Die Übung macht den Meister. Über das Löten von SMD wurden schon viele
Abhandlungen veröffentlicht und im Netz ist mehr als genug darüber zu finden.
Verzinnen von Kupferlackdraht und HF-Litze
Es gab Zeiten, da musste Kupferlackdraht (CuL) vor dem Verzinnen erst mühsam abgeschabt werden.
Noch umständlicher war das Prozedere bei HF-Litze. Weil die Drähte dort sehr dünn sind, war
einzig das Abbrennen mit der nicht ganz ungefährlichen "Spiritusmethode" der beste Weg.
 Nun, seit der Entwicklung neuer Lacke ist das alles hinfällig geworden - heutzutage kann man ohne viel
Umschweife direkt verzinnen.
Nun, seit der Entwicklung neuer Lacke ist das alles hinfällig geworden - heutzutage kann man ohne viel
Umschweife direkt verzinnen.
Dazu benötigt man lediglich etwas Kolophonium und reichlich Zinn. Der Draht wird zusammen mit dem Lötkolben
in das Kolophonium eingetaucht und anschließend mit der Spitze in die flüssige Zinnperle gehalten.
Ist der Wärmekontakt erst einmal hergestellt, verdampft der Lack und der Draht verzinnt sich sofort.

Nach einigen Versuchen, ich empfehle dafür Drahtstärken um 0,5 mm, sollte es gut gelingen.
Bei sehr dünnen Drähten oder HF-Litze geht man anders vor: Das Verzinnen erfolgt auf einer Unterlage
- am besten einer alten Zeitung oder einem Stückchen weichem Sperrholz.
Das Drahtende wird erst wieder gut "kolophoniert", dann auf die Unterlage gelegt und mit der Zinnperle unter
leichtem Druck darübergestrichen. Ein paar Rauchschwaden muss man natürlich in Kauf nehmen, und
wenn viel Lackdraht auf diese Weise bearbeitet werden soll - Lüften nicht vergessen!
außerdem... Vergessen Sie nicht, unter die Zeitung an der bewussten Stelle eine wärmefeste Unterlage
zu legen.
Wie man es auch machen kann, zeigt dieses kleine von mir angefertigte
Video.
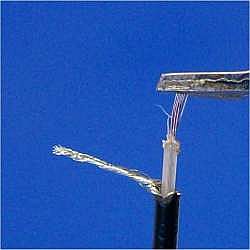
Verzinnen und herrichten von Koaxialkabeln
In vielen HF-Bausätzen werden Koaxialkabel eingesetzt. Meist handelt es sich um das dünne
RG 174 bzw. das etwas dickere RG 58. Die Kabel sind preiswert und für die meisten Anwendungen
ausreichend.
Der nachlässige Umgang bei der Vorbereitung solcher Kabel kann jedoch mitunter zu undefinierbaren Fehlern
führen, also jener Kategorie die einen technikgläubigen Menschen schier in den Wahnsinn treiben
können...
Häufig wird der Fehler gemacht, nach dem Abisolieren einfach sämtliche Drähte der Abschirmung zu einem einzigen dicken
Packen zusammen zu verdrillen.
Beim anschließenden Verzinnen können sich infolge der mechanischen Spannung einzelne Drähtchen unbemerkt
bis zur Seele durchschmelzen. Die Folge ist entweder ein Kurzschluß, oder - und das ist besonders
tückisch - er entsteht sporadisch beim Bewegen des Kabels.
Im Ergebnis meiner langjährigen Praxis empfehle ich deshalb bei RG 174 folgende Vorgehensweise:
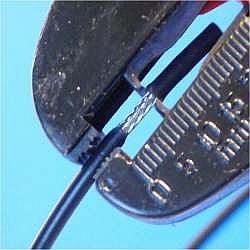
- Abisolieren des Mantels - Das geht mit einer Abisolierzange am besten. Die Zange wird zweimal (!)
angesetzt. Zuerst kurz (mit Gefühl) in der gewünschten Tiefe einkerben, dann die Zange
um 90 Grad drehen. So läßt sich der Mantel abziehen, ohne daß die feinen darunter
liegenden Drähte abreißen.
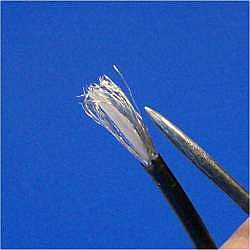
- Auskämmen des Abschirmgeflechtes - ein spitzer Schraubenzieher, eine Ahle etc. sind gut
geeignet.
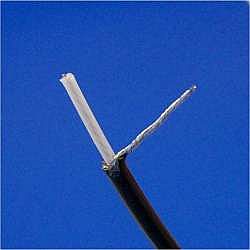
- Abschneiden eines Teiles der Abschirmung mit einer Schere oder einem scharfen Seitenschneider.
- Gründliches Verdrillen der restlichen Abschirmung.
- Abisolieren der Kabelseele (mindesten 5 mm) mit einem nicht zu heißen Lötkolben.
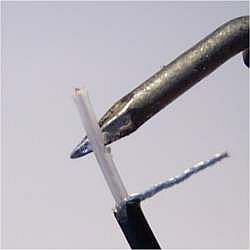
- Verdrillen der Kabelseele - dazu wird das Ende mit einem Seitenschneider oder einer kleinen Zange
vorsichtig festgehalten und dann das Kabel mehrmals um die eigene Achse gedreht.

- Verzinnen der Seele und abschneiden des flachen Endstücks.
- Verzinnen der Abschirmung und Abschluß des Werkes mit einem kleinen Stückchen
passenden Schrumpfschlauch.
Bei dickeren Kabeln wie z.B. RG 58 geht das Abisolieren des Mantels recht einfach, wenn dieser
mit einem Cuttermesser zuerst leicht eingekerbt wird.
Man führt dabei das Messer radial und unter mäßigem Druck (ohne zu ziehen) einmal ganz herum
und biegt anschließend das Kabel an der entsprechenden Stelle durch (Vorsicht - nicht knicken!).
Der Mantel bricht dann an der eingekerbten Stelle und läßt sich leicht abziehen. Beim
abziehen des Mantels leisten Arbeitshandschuhe gute Dienste.
Abschließend noch ein paar Worte zu Teflonkabeln: Wer genügend davon besitzt, kann diese natürlich auch
im Kurzwellenbereich für Standardanwendungen einsetzen. Der Vorteil solcher High-Tech Kabel ist
zweifelsohne die hohe Beständigkeit gegen "verbrutzeln" beim Löten.
Dennoch muß auch hier Wert auf saubere Verarbeitung (insbesondere der Abschirmung) gelegt werden, sonst
erreicht man leicht das Gegenteil.
Lötfehler
Moderne Lötstationen in Verbindung mit ordentlichen Platinen ermöglichen auch in Handarbeit eine Qualität
die der einer industrieellen Fertigung sehr nahekommt.
Ursachen für mögliche Lötfehler wurden bereits genannt, doch eine Frage ist bisher noch unbeantwortet
geblieben, nämlich die nach der "richtigen" Temperatur der Lötspitze. Darüber wird auch im Netz mitunter heftig
diskutiert, wobei ich allerdings sagen muß daß hier meistens die eigene Erfahrung maßgebend ist.
Mehr als 400 Grad sollte man den Bauteilen generell nicht zumuten. Ich tendiere eher zu 350 Grad, wobei natürlich die
Zusammensetzung des Lötzinns und das verwendete Flussmittel ebenfalls eine Rolle spielen. Besonders wichtig ist in diesem
Zusammenhang stets die Lötzeit.
Im Zweifelsfall solte man das Datenblatt zur Hand nehmen.
Als Faustregel kann man bei Halbleitern mit zwei bis
höchstens(!) drei Sekunden rechnen. Ausnahmen gibt es z.B. bei Germaniumbasierten Bauelementen, wobei speziell
Leistungshalbleiter oder Teile mit stark verkürzten Anschlüssen etwas mehr Sorgfalt erfordern.
Wer viel mit unterschiedlichen Teilen arbeitet, wird schnell feststellen daß sich einfache Lötstationen
nicht für alle Verbindungen gleich gut eignen. Von Bedeutung ist nämlich nicht nur die Anfangstemperatur der
Lötspitze, sondern auch deren Wärmekapazität.
Sollte die Spitze an bestimmten Punkten, oft sind es mit Masse verbundene Lötpads, oder Litzen dickeren
Querschnitts, trotz korrekt eingestellter Temperatur "anpappen", reicht die Wärmekapazität mit Sicherheit
nicht aus. Der Energieabfluss von der Lötstelle ist dann wesentlich größer als die
Energiezufuhr. Ich rate deshalb bei derartigen Verbindungen zur Verwendung eines Lötkolbens mit etwas dickerer
Spitze aus massiven Kupfer. Leistungen von 40 bis 60 W reichen meistens aus.
Das Problem tritt häufig dann auf, wenn an einem Kühlkörper montierte Leistungstransistoren,
Spannungsregler etc. gelötet werden sollen.
Hier wirkt ein leichtes Lockern der Befestigung Wunder. Gleiches gilt auch für mit Gehäuseteilen verbundenen
Lötösen, bzw. Kabelschuhen. Nicht vergessen: Nach dem Löten wieder festziehen!
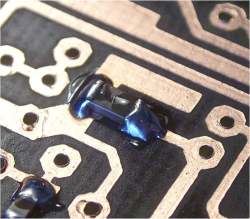
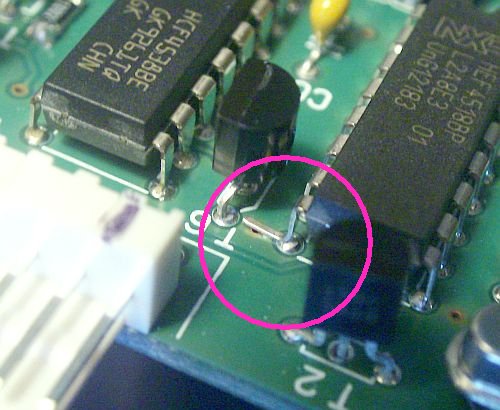
 Im Foto rechts ist ein Lötfehler der besonders ausgefallenen Art zu bewundern. Ich erhielt die Platine
zur Reparatur und musste selbst erst eine Weile suchen bis ich das Problem entdeckte.
Im Foto rechts ist ein Lötfehler der besonders ausgefallenen Art zu bewundern. Ich erhielt die Platine
zur Reparatur und musste selbst erst eine Weile suchen bis ich das Problem entdeckte.
Der betreffende Pin, es handelt sich unglücklicherweise auch noch um den Massepin des IC, wurde
offenbar beim Einsetzen rechtwinklig abgebogen und "schwebt" nun quasi über der Lötstelle.
In diesen Fall genügte einfaches Nachlöten, denn Schaden war glücklicherweise nicht entstanden.
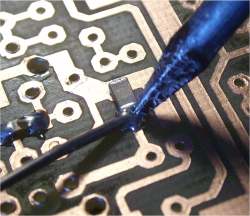
 Ein höchst unerwünschter Klassiker tritt gern beim Löten von Kupferlackdrähten auf. Es ist DIE tote
Lötstelle schlechthin. Eigentlich lässt sich der Fehler leicht vermeiden wenn der Draht vor dem
Einbau sorgfältig verzinnt wird.
Ein höchst unerwünschter Klassiker tritt gern beim Löten von Kupferlackdrähten auf. Es ist DIE tote
Lötstelle schlechthin. Eigentlich lässt sich der Fehler leicht vermeiden wenn der Draht vor dem
Einbau sorgfältig verzinnt wird.
Doch wie das halt so ist: Die Zeit drängt, nur ja schnell fertig werden, das bisschen Lack wird schon
irgenwie abschmoren...
Hier ist das nicht so gewesen, und es handelte sich auch nicht um die einzige Stelle bei diesem Projekt.
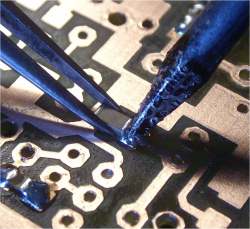
Allerdings will das Verzinnen von Lackdrähten gelernt sein. Es ist bei weitem nicht so einfach wie es
auf den ersten Blick scheinen mag. Die Eigenschaften der Lacke sind unterschiedlich, hinzu kommen
noch bestimmte Effekte bei langer Lagerung.
Grundsätzlich gilt daher: Genügend Flussmittel, eine möglichst hohe Temperatur und zügig arbeiten damit das
Kupfer nicht wieder oxydieren kann! So etwa 400 Grad sollten es wenigstens sein, dann gelingt auch das Verzinnen von Lackdrähten.

 Für viele Arbeiten besitzt er nach wie vor seine Berechtigung. Vor allem die Wärmekapazität
einer gut dimensionierten Kupferspitze ist nahezu unerreicht.
Für viele Arbeiten besitzt er nach wie vor seine Berechtigung. Vor allem die Wärmekapazität
einer gut dimensionierten Kupferspitze ist nahezu unerreicht.


 Eine wichtige Sache beim Aufbau elektronischer Schaltungen ist die sichere Befestigung des Projektes. In den
meisten Fällen wird es wohl eine Platine sein.
Eine wichtige Sache beim Aufbau elektronischer Schaltungen ist die sichere Befestigung des Projektes. In den
meisten Fällen wird es wohl eine Platine sein.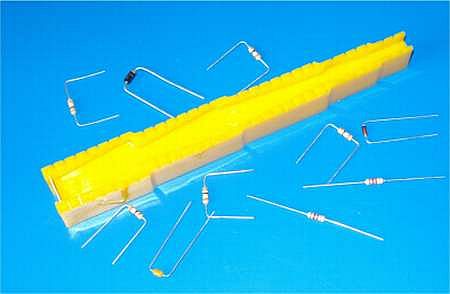 Die Biegelehre ist bei der Vorbereitung von Bauteilen ein unbedingtes Muss! Eine standardisierte
Rasterung erlaubt es z.B. Widerstände, Dioden, Spulen, Drahtbrücken etc. schnell und
passgenau abzuwinkeln.
Die Biegelehre ist bei der Vorbereitung von Bauteilen ein unbedingtes Muss! Eine standardisierte
Rasterung erlaubt es z.B. Widerstände, Dioden, Spulen, Drahtbrücken etc. schnell und
passgenau abzuwinkeln.
 Dazu taucht man das Litzenende zusammen mit dem Lötkolben ganz kurz (!) ins Kolophonium.
Anschließend wird der Vorgang unter Zugabe von etwas Zinn abgeschlossen. Sie finden es vielleicht
verwunderlich, daß ich diese scheinbar einfache Sache so ausführlich
beschreibe, dazu aber mehr im Abschnitt Lötfehler.
Dazu taucht man das Litzenende zusammen mit dem Lötkolben ganz kurz (!) ins Kolophonium.
Anschließend wird der Vorgang unter Zugabe von etwas Zinn abgeschlossen. Sie finden es vielleicht
verwunderlich, daß ich diese scheinbar einfache Sache so ausführlich
beschreibe, dazu aber mehr im Abschnitt Lötfehler.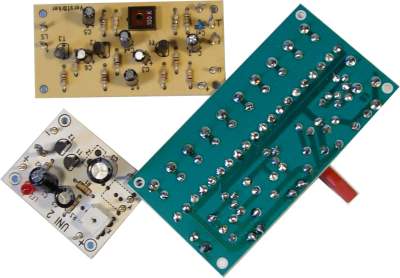 Versuchen Sie zuerst die einfachen "zweibeinigen" Teile, also z.B: Widerstände, Kondensatoren und Dioden
möglichst zerstörungsfrei zu entfernen. So vertiefen Sie Ihre Fertigkeiten im Umgang mit dem
Lötgerät und wissen spätestens jetzt, wozu die Pinzetten da sind.
Versuchen Sie zuerst die einfachen "zweibeinigen" Teile, also z.B: Widerstände, Kondensatoren und Dioden
möglichst zerstörungsfrei zu entfernen. So vertiefen Sie Ihre Fertigkeiten im Umgang mit dem
Lötgerät und wissen spätestens jetzt, wozu die Pinzetten da sind. Vor allem IC´s sind mitunter schwierig auszulöten, da hilft nur Geduld und ein wenig probieren. Mit
Entlötlitze sollte das nach etwas Übung aber kein Problem sein.
Vor allem IC´s sind mitunter schwierig auszulöten, da hilft nur Geduld und ein wenig probieren. Mit
Entlötlitze sollte das nach etwas Übung aber kein Problem sein.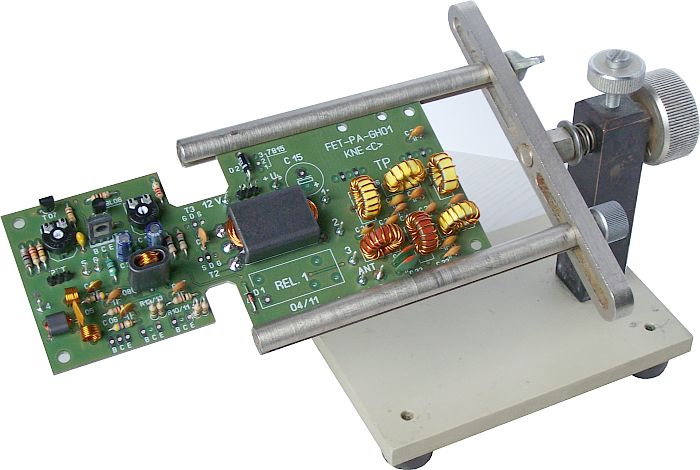 Wie bereits erwähnt, ist es sinnvoll die Platine während des Bestückens zu fixieren. Bei
kleinen Arbeiten ist eine "Helping Hand" ausreichend. Knifflig wird es, wenn die Platine oft gedreht werden
muss. Dann ist ein Bestückungsrahmen die bessere Lösung. Solch einen Rahmen kann man
natürlich selber bauen, doch mittlerweile gibt es auch im Handel einige recht preiswerte Angebote.
Wie bereits erwähnt, ist es sinnvoll die Platine während des Bestückens zu fixieren. Bei
kleinen Arbeiten ist eine "Helping Hand" ausreichend. Knifflig wird es, wenn die Platine oft gedreht werden
muss. Dann ist ein Bestückungsrahmen die bessere Lösung. Solch einen Rahmen kann man
natürlich selber bauen, doch mittlerweile gibt es auch im Handel einige recht preiswerte Angebote.
 Nun, seit der Entwicklung neuer Lacke ist das alles hinfällig geworden - heutzutage kann man ohne viel
Umschweife direkt verzinnen.
Nun, seit der Entwicklung neuer Lacke ist das alles hinfällig geworden - heutzutage kann man ohne viel
Umschweife direkt verzinnen.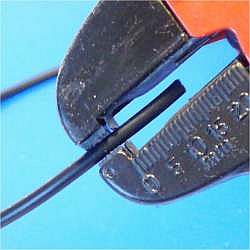


 Im Foto rechts ist ein Lötfehler der besonders ausgefallenen Art zu bewundern. Ich erhielt die Platine
zur Reparatur und musste selbst erst eine Weile suchen bis ich das Problem entdeckte.
Im Foto rechts ist ein Lötfehler der besonders ausgefallenen Art zu bewundern. Ich erhielt die Platine
zur Reparatur und musste selbst erst eine Weile suchen bis ich das Problem entdeckte.  Ein höchst unerwünschter Klassiker tritt gern beim Löten von Kupferlackdrähten auf. Es ist DIE tote
Lötstelle schlechthin. Eigentlich lässt sich der Fehler leicht vermeiden wenn der Draht vor dem
Einbau sorgfältig verzinnt wird.
Ein höchst unerwünschter Klassiker tritt gern beim Löten von Kupferlackdrähten auf. Es ist DIE tote
Lötstelle schlechthin. Eigentlich lässt sich der Fehler leicht vermeiden wenn der Draht vor dem
Einbau sorgfältig verzinnt wird.